
Polerowanie i śrutowanie ze stopu aluminium stare części do odlewania próżniowego w piasku
-
High Light
Odlewanie piaskowe ze stopu aluminium IATF 16949
,odlewanie piaskowe ze stopu aluminium ASTM
,części do odlewania próżniowego
-
MateriałStop aluminium
-
ProcesOdlewanie piasku
-
Kontrola jakościPoziom PPAP
-
Tolerancja wymiaru odlewuCT3-5
-
Wykończenie powierzchniPolerowanie i śrutowanie
-
Usługa dostępnaOEM/ODM
-
OrzecznictwoIATF 16949/ISO9001
-
Standard materiałuASTM
-
Miejsce pochodzeniaChiny
-
Minimalne zamówienie100,0 sztuk
-
CenaUSD
-
Szczegóły pakowaniaMałe opakowanie + opakowanie kartonowe + paleta
-
Czas dostawy45 dni
-
Zasady płatnościT/T
-
Możliwość Supply100,00,0szt miesięcznie
Polerowanie i śrutowanie ze stopu aluminium stare części do odlewania próżniowego w piasku
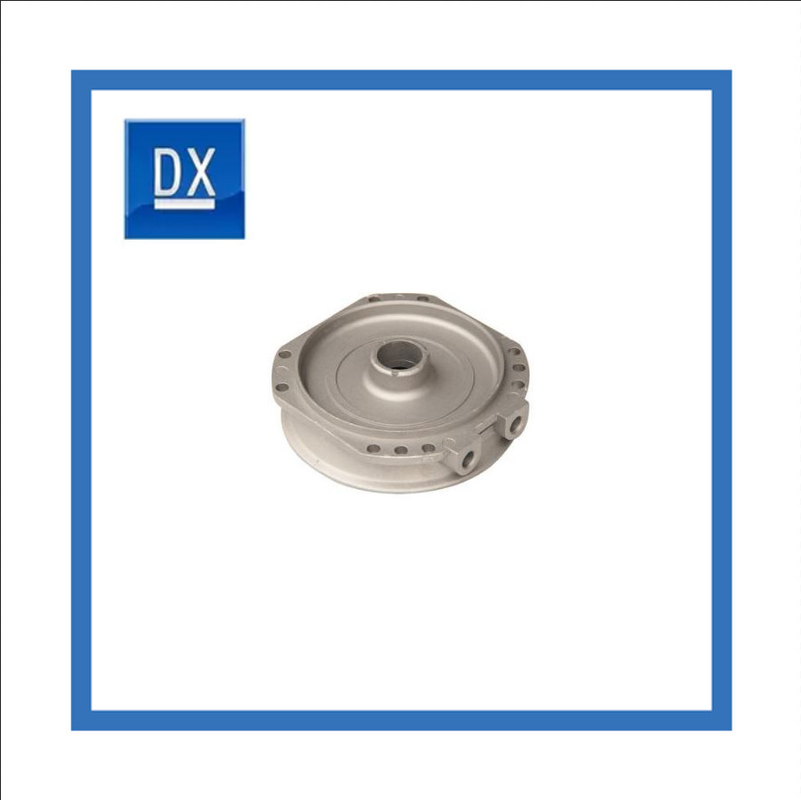

Polerowanie stopów aluminium i śrutowanie starych części do odlewania próżniowego w piasku.
Opis
Odlewanie piaskowe odnosi się do metody odlewania, w której odlewy są wytwarzane w formach piaskowych.Odlewy ze stali, żelaza i większości stopów metali nieżelaznych można otrzymać metodami odlewania piaskowego.
Podstawowymi surowcami do wykonywania form piaskowych są piasek odlewniczy oraz spoiwo piaskowe.Najczęściej stosowanym piaskiem formierskim jest piasek krzemionkowy.Gdy działanie piasku kwarcowego w wysokich temperaturach nie spełnia wymagań użytkowania, stosuje się specjalny piasek, taki jak piasek cyrkonowy, piasek chromitowy i piasek korundowy.Aby wykończona forma piaskowa i rdzeń miały pewną wytrzymałość i nie ulegały deformacji ani uszkodzeniu podczas manipulowania, formowania i wylewania ciekłego metalu, na ogół konieczne jest dodanie spoiwa piasku do odlewu, aby związać luźne cząstki piasku w celu utworzenia piasek.Najczęściej stosowanym spoiwem do mas formierskich jest glina, a jako spoiwa do mas formierskich można również stosować różne oleje schnące lub oleje półschnące, rozpuszczalne w wodzie krzemiany lub fosforany oraz różne żywice syntetyczne.Formy piaskowe zewnętrzne stosowane w odlewaniu piaskowym dzielą się na trzy rodzaje: piasek gliniasty na świeży, piasek gliniasty suchy oraz piasek utwardzany chemicznie w zależności od zastosowanego w nim spoiwa i sposobu, w jaki buduje on jego wytrzymałość.
Zalety odlewania w glinie w kolorze zielonym to:
①Glina jest bogata w surowce i tania.
②Większość zużytego mokrego piasku gliniastego można poddać recyklingowi i ponownie wykorzystać po odpowiednim przygotowaniu piasku.
Cykl produkcji formy jest krótki, a wydajność pracy wysoka.
④Zmieszany piasek formierski może być używany przez długi czas.
⑤Po rozbiciu formy piaskowej nadal może tolerować niewielkie odkształcenia bez uszkodzenia, co jest bardzo korzystne przy rysowaniu i ustawianiu rdzenia.
| Nazwa | Polerowanie i śrutowanie ze stopu aluminium stare części do odlewania w piasku próżniowym |
| Materiał | Stop aluminium |
| Typ odlewania | Odlewanie piasku |
| Kontrola jakości | Poziom PPAP |
| Tolerancja wymiaru odlewu | CT3-5 |
| Maszyna inspekcyjna | Maszyna inspekcyjna CMM, urządzenie do wykrywania wad rentgenowskich, |
| Projekt | Dopuszczalne są różne typy rysunków 2D lub 3D, takie jak JPG, PDF, DWG, DXF, IGS, STP, X_T, SLDPRT itp. |
| Normy | AISI, ATSM, UNI, BS, DIN, JIS, GB itp. |
| Czas dostawy | 35 dni na próbki i 30 dni na produkcję. |
| Norma materiałowa | ASTM |
| Wykończenie powierzchni | Polerowanie i śrutowanie |
| Sprzęt odlewniczy |
1. Obróbka odlewów wysokociśnieniowych: 125T/180T/250T/280T/500T/800T/1250T |
| Orzecznictwo: | ISO 9001-2015 i IATF 16949:2016 |
| Testowanie | Trzy współrzędnościowa maszyna pomiarowa do testowania. |
Warsztat narzędziowy
![]()
Warsztat
![]()
Urządzenia kontrolne
![]()
A. Oprzyrządowanie i próbki:
1) Odlewanie piaskowe, w ciągu 35-45 dni od otrzymania yr PO.
2) Odlewanie ciśnieniowe, w ciągu 40-50 dni od otrzymania yr PO.
3) Odlewanie grawitacyjne, w ciągu 30-40 dni po otrzymaniu zamówienia.
B. Produkcje:
Po otrzymaniu zamówienia 30-40 dni. Jeśli masz bardzo pilne zamówienie, możemy to sprawdzić
najlepszy czas dostawy dla Ciebie.
1) Eksportowane palety standardowe zawierały opakowanie kartonowe.
2) Eksportowana standardowa drewniana skrzynia.
3) Wykonaj pakiet zgodnie z wymaganiami Klienta.
C.Cytat:
1) Posiadamy certyfikaty ISO9001:2015 oraz IATF16949.
2) Wykonamy instrukcję obsługi po zatwierdzeniu próbki.
3) Przed wysyłką sprawdzimy produkty w 100%.
Nasze usługi obejmują wszystkie branże i docierają do wszystkich części świata.