
Części zamienne do sprzętu ultradźwiękowego Stalowe części do urządzeń kosmetycznych
-
High Light
Stalowa medyczna obróbka CNC
,precyzyjne obrabiane części przyrządów kosmetycznych
,ultradźwiękowe części sprzętowe
-
MateriałStal
-
AplikacjaPiękno
-
RodzajCzęści wyposażenia kosmetycznego
-
Metoda formowaniaFormowanie wtryskowe proszków
-
Rodzaj formyForma wtryskowa
-
Metoda spiekaniaSpiekanie w fazie stałej
-
UsługaDostosowane OEM/ODM
-
temperatura spiekania1350-1550
-
Miejsce pochodzeniaCHINY
-
Minimalne zamówienie35,00,0szt.
-
CenaUSD
-
Szczegóły pakowaniaTorba bąbelkowa i karton
-
Czas dostawy45 dni
-
Zasady płatnościT/T
-
Możliwość Supply400,00,00 sztuk miesięcznie
Części zamienne do sprzętu ultradźwiękowego Stalowe części do urządzeń kosmetycznych

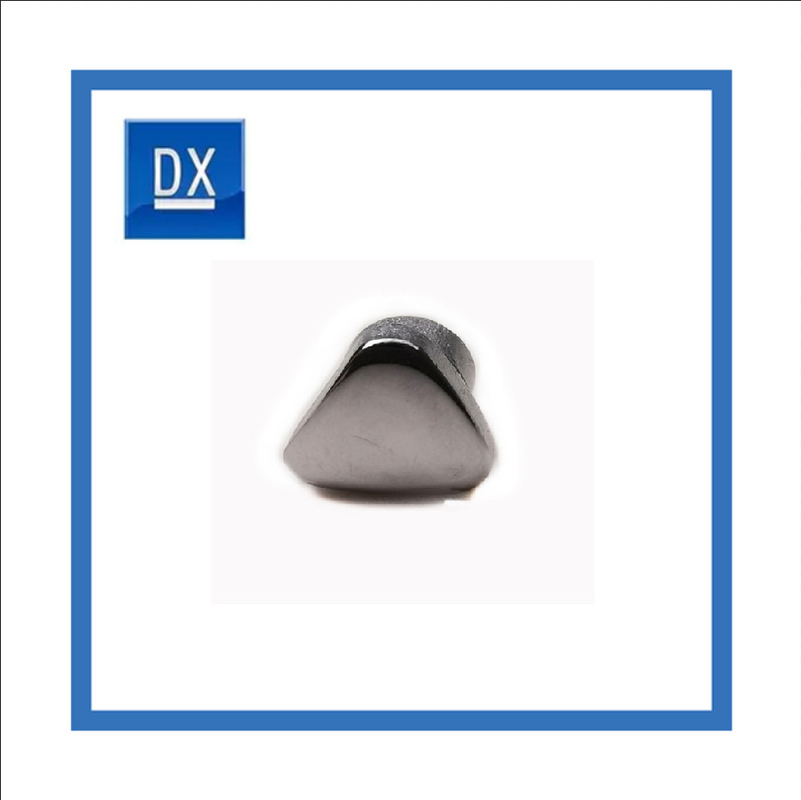
Stalowy przyrząd kosmetyczny Przedstawiamy części zamienne do sprzętu ultradźwiękowego.
Opis
Metoda rozpylania proszkowego polega na wytwarzaniu proszku przez szybko poruszający się płyn (środek rozpylający) uderzający lub w inny sposób rozbijający ciecze metalu lub stopu na drobne kropelki, a następnie kondensację do postaci stałych proszków.
Większość cząstek proszku rozpylonego przez wodę ma nieregularny kształt, wysoką zawartość tlenu (powyżej 600×10) i musi być wyżarzona, ale mają dobrą ściśliwość i mogą być prasowane na zimno, a następnie spiekane w części mechaniczne.Wspomniany powyżej sposób rozpylania przez rozpylanie jest łatwy w produkcji przemysłowej na dużą skalę, ale ponieważ ciekły stop styka się z bryłą żużla i tyglem ogniotrwałym, wtrącenia niemetaliczne są nieuchronnie wprowadzane do proszku.Dlatego też, zgodnie z zasadą przetapiania elektrożużlowego (ESR), szwedzka firma proszkowa Soderfors najpierw zmieniła kadź pośrednią o pojemności 7t na urządzenie do nagrzewania elektrożużlowego (ESH) i rozpyliła metale nieżelazne w proszku stali szybkotnącej przez atomizację azotu.Ilość wtrąceń metalu zostaje zmniejszona do 1/10 pierwotnej ilości, co zwiększa wytrzymałość na zginanie proszkowej stali szybkotnącej ASP z 3500 MPa do ponad 4000 MPa.
Środek, który może całkowicie i skutecznie uniknąć zanieczyszczenia wtrąceniami tlenkowymi, polega na zastosowaniu metody proszkowej atomizacji „jednoprzepływowej”, takiej jak metoda proszkowa z proszkową elektrodą wirującą (patrz metoda proszkowa z wirującą elektrodą).Ponadto istnieje metoda rozpylania próżniowego rozpuszczonego gazu, która może również wytwarzać sferyczny proszek o wysokiej czystości.Zasada jest następująca: gdy ciecz stopowa przesycona gazem pod ciśnieniem powietrza zostanie nagle wystawiona na działanie próżni, rozpuszczony gaz ucieknie i rozszerzy się, powodując atomizację cieczy stopowej, a następnie kondensację w proszek.W przypadku stopów podstawowych, takich jak nikiel, miedź, kobalt, żelazo i aluminium, można zastosować metodę rozpuszczania wodoru w celu uzyskania atomizacji gazu w roztworze próżniowym.
| Obróbka CNC | Opis |
| Nazwa produktu | Stalowy przyrząd kosmetyczny Przedstawiamy części zamienne do sprzętu ultradźwiękowego |
| Materiał | Stal |
| Waga | 49g |
| Funkcja powierzchni | Gładka powierzchnia; bez zadziorów |
| Marka | Można dostosować |
| Rodzaj formy | Forma wtryskowa |
| OD | 30,40 (mm) |
| Metoda prasowania | Formowanie dwukierunkowe |
| Certyfikat | ISO 9001 |
| Usługa | Dostosowane OEM/ODM |
Wyświetlacz fabryczny
![]()
![]()
Sposób pakowania
![]()
![]()
Pakiet
![]()
Obróbka cieplna
![]()
1.Q: Jakich informacji potrzebuje wycena?
Odp.: proszę.zaoferuj swoje rysunki i / lub próbki, wymagania dotyczące ilości i pakowania.
Rysunki w formacie PDF, IGS, DWG, STEP, MAX są dla nas odpowiednie.
2.Q: Jaki jest czas realizacji próbek i produktów?
Odp .: Czas realizacji próbek: 30-70 dni zależy od struktury części i innych wymagań dotyczących obróbki cieplnej, obróbki, powierzchni
leczenie i tak dalej.
Czas realizacji masowej produkcji: 35-70 dni zależy od cech i ilości produktów.
3.Q: Jaki jest wymóg płatności?
Koszt oprzyrządowania: 50% depozytu, 50% po przejściu próbek.
Płatność za zamówienie: 50% depozytu, 50% do zapłaty przed wysyłką.
Nasze usługi obejmują wszystkie branże i docierają do wszystkich części świata.