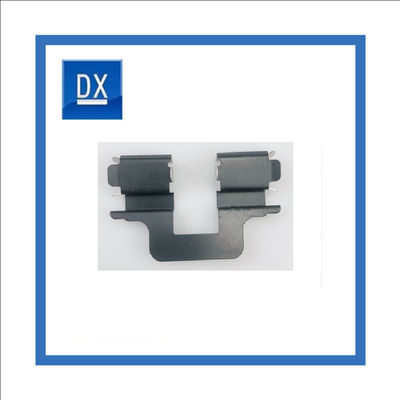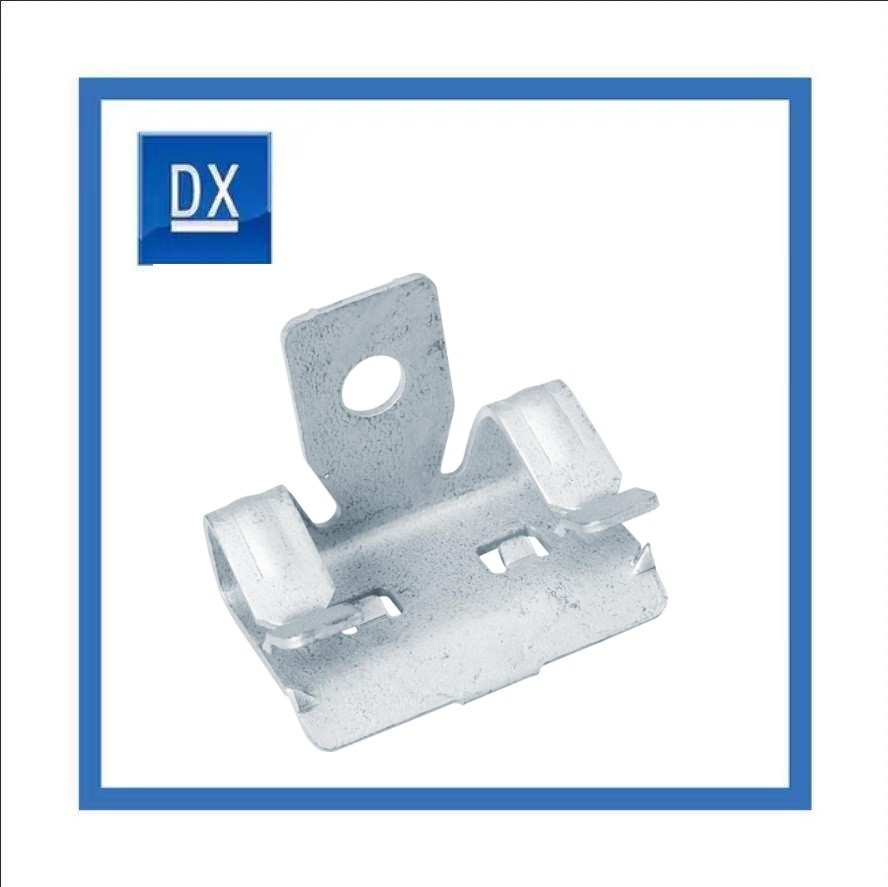
Klamry do paska do tłoczenia blachy
Ogólne artefakty w procesie tłoczenia, ze względu na proces tłoczenia, szczególnie w procesie tłoczenia na zimno, szybki wzrost temperatury, należy dodać oleju smarującego, jeśli nie stosujemy smarowania i tłoczenia bezpośrednio, oprócz wpływającej na chropowatość obrabianego przedmiotu, Żywotność matrycy zostanie skrócona, dokładność jest niższa, ta forma będzie musiała wydać wiele ulepszeń.Z tego powodu w kuciu na zimno konieczne jest smarowanie tłoczenia.
| Opis | Klamry do paska do tłoczenia blachy |
| Materiał |
Wszystkie rodzaje blach walcowanych na zimno / na gorąco, blach trawiących, blach ocynkowanych, stali nierdzewnej, aluminium, miedzi itp. |
| Powierzchnia |
Piaskowanie, ciągnienie drutu, galwanizacja, elektroforeza, farba w sprayu, natryskiwanie tworzyw sztucznych, utlenianie itp. |
| Kontrola jakości |
100% kontrola przed wysyłką, kontrola SGS |
| Testowanie |
CMM; mikroskop narzędziowy; ramię wieloprzegubowe; automatyczny wysokościomierz; ręczny wysokościomierz; czujnik zegarowy; platforma marmurowa |
| Tolerancja | +/- 0,05 mm |
| Rodzaj usługi | OEM/ODM |
| Podanie | Części maszyn budowlanych, części maszyn do obróbki metalu, instrumenty chirurgiczne, części samochodowe, produkty optyczne, lampy błyskowe LED itp. |
Środki bezpieczeństwa dotyczące stemplowania to:
(1) Aby uzyskać mechanizację i automatyzację w materiale iz materiału.
(2) Ustaw mechaniczne urządzenie zabezpieczające, aby zapobiec obrażeniom dłoni.Użyj osłony matrycy, automatycznego urządzenia do powrotu materiału i narzędzi ręcznych.
(3) Skonfiguruj zabezpieczenia elektryczne i urządzenia w przypadku awarii zasilania.Ustaw wyłącznik fotoelektryczny lub kurtyny powietrznej, wyłącznik serii oburęczny lub wieloręczny, urządzenie zapobiegające nieprawidłowemu działaniu itp.
(4) Popraw konstrukcję sprzęgła i hamulca, w sygnale zagrożenia, wał korbowy prasy, korbowód, stempel mogą natychmiast zatrzymać się na miejscu.
![]()
![]()
![]()
![]()
![]()
![]()
![]()